Wie schneidet man Edelstahl mit einer hydraulischen Schere gratfrei?
Feb 06, 2026
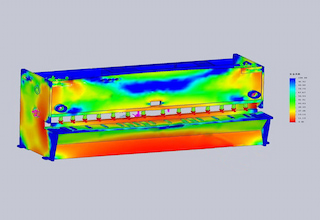
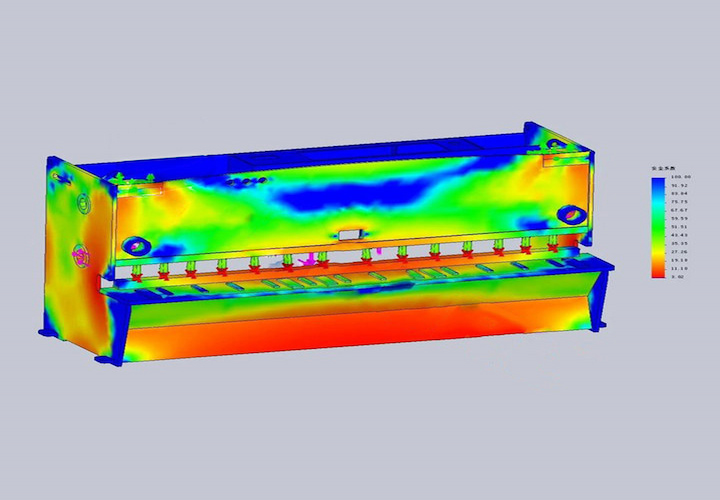
Das Scheren von Edelstahl erfordert aufgrund seiner hohen Zugfestigkeit und der Neigung zur Kaltverfestigung eine höhere Präzision als das von Baustahl. Das Erzielen einer sauberen, gratfreien Schneide an einem hydraulische Schermaschine Es kommt fast ausschließlich darauf an, den korrekten Klingenabstand in Bezug auf die Plattenstärke einzustellen. Durch die Beherrschung dieser Einstellungen und die regelmäßige Pflege der Klinge können Sie kostspieliges Nachschleifen vermeiden und jedes Mal ein makelloses Ergebnis erzielen. 1. Vorbereitung von Ausrüstung und Werkzeugen: Für eine solide Grundlage sorgenZustand des Werkzeugs (das Wichtigste!)Schärfe der Schneide: Dies ist die wichtigste Voraussetzung für die Vermeidung von Graten. Verwenden Sie Sägeblätter aus hochchromhaltigem legiertem Stahl oder Wolframkarbid, die speziell für Edelstahl entwickelt wurden. Die Schneide muss spiegelglatt und frei von mikroskopischen Ausbrüchen sein. Überprüfen Sie die Schneide unverzüglich alle 8 bis 10 Stunden ununterbrochenen Schneidens oder sobald eine Qualitätsminderung festgestellt wird.Schneidkantenwinkel: Üblicherweise wird ein kleinerer Spanwinkel (z. B. 1°-2,5°) gewählt, um die Festigkeit der Schneidkante zu erhöhen und der Kaltverfestigung von Edelstahl entgegenzuwirken.Werkzeugspiel: Es muss präzise eingestellt werden! Für Edelstahl beträgt das empfohlene einseitige Spiel 7 % bis 12 % der Blechdicke (beispielsweise bei einer 3 mm dicken Platte ca. 0,2 bis 0,36 mm). Ein zu geringes Spiel kann zu übermäßigem Werkzeugverschleiß und sekundärem Abscheren führen. Ein zu großes Spiel kann Materialrisse und die Bildung großer Grate verursachen.Parallelität der Werkzeuge: Führen Sie mit einer Fühlerlehre Mehrpunktprüfungen über den gesamten Längenbereich der oberen und unteren Klinge durch, um sicherzustellen, dass der Parallelitätsfehler weniger als 0,02 mm beträgt.MaschinenstatusHydrauliksystemdruck: Aufrechterhaltung eines stabilen und ausreichenden Drucks, um Druckschwankungen während des gesamten Schervorgangs zu vermeiden und so ein schwaches Scheren aufgrund unzureichenden Drucks und die Bildung von Graten zu verhindern.Steifigkeit der Werkzeugmaschine: Überprüfen Sie die Führungsschienen, Zylinder und Rahmen der Werkzeugmaschine, um sicherzustellen, dass beim Scheren von hochhartem Edelstahl keine Vibrationen oder Verformungen auftreten. 2. Einstellung der Schneidprozessparameter: Präzise Steuerung des ProzessesPräzise Messung der Plattendicke: Edelstahlplatten weisen häufig positive und negative Toleranzen auf, und der Spalt muss anhand der gemessenen dicksten Stelle angepasst werden.Einstellen des Scherwinkels: Bei dickeren Edelstahlplatten (z. B. >6 mm) sollte ein kleinerer Scherwinkel (1°-1,5°) verwendet werden, um Verformungen und Kantenbelastungen zu reduzieren. Dies erhöht jedoch die Scherkraft.Optimieren Sie die Presskraft: Erhöhen Sie die Presskraft deutlich, um sicherzustellen, dass das Blatt während des Schneidevorgangs fest fixiert ist und nicht verrutscht oder sich anhebt. Dies ist entscheidend, um ein Einreißen zu vermeiden.Die Schergeschwindigkeit sollte kontrolliert werden: Mittlere bis niedrige Geschwindigkeiten und gleichmäßiges Scheren sind wichtig. Die durch schnelles Scheren entstehende Stoßwärme kann die Kaltverfestigung verstärken und die Passung zwischen Schneidwerkzeug und Material beeinträchtigen. 3. Betriebs- und Wartungskenntnisse: Details entscheiden über Erfolg oder Misserfolg.Blechbearbeitung: Reinigen Sie die Oberfläche des Blechs und entfernen Sie harte Substanzen wie Oxidschichten und Sandpartikel, um Beschädigungen der Schneidkante zu vermeiden.Probeschnitt und Inspektion: Vor dem eigentlichen Zuschnitt ist ein Probeschnitt unerlässlich. Überprüfen Sie die Schnittfläche.Idealzustand: Die helle Zone sollte 1/3 bis 1/2 der Plattendicke einnehmen, und die Bruchzone sollte glatt und eben ohne Grate sein.Feine Grate: Weisen in der Regel darauf hin, dass die Schneidekante stumpf wird oder der Spalt etwas größer ist.Große, reißende Grate: Dies deutet auf zu viel Spiel, eine stumpfe Schneide oder eine unzureichende Spannkraft hin.Schrittweise Verschleißvorsorge: Warten Sie nicht, bis die Klinge vollständig verschlissen ist, bevor Sie sie austauschen. Wenden Sie die Klinge regelmäßig und wechseln Sie die Schneidkanten, um alle Schneidkanten optimal zu nutzen. Führen Sie detaillierte Aufzeichnungen über die Werkzeugnutzung.Schmierung: Es wird dringend empfohlen, ein spezielles Schmiermittel für Edelstahlscheren zu verwenden. Dadurch werden Reibung und Temperatur gesenkt, der Werkzeugverschleiß verringert und die Qualität der Schnittfläche verbessert. Tragen Sie es einfach beidseitig der Schnittlinie auf. 4. Notfallplan für die Behandlung von KlettenSelbst bei optimalen Parametern entstehen mit zunehmendem Werkzeugverschleiß noch winzige Grate. Für Werkstücke mit extrem hohen AnforderungenKleinere Grate: Diese können manuell mit einem Entgratungsschaber oder einem Scheuerschwamm entfernt werden.Sofern der Prozess es zulässt: Nach dem Scheren kann ein leichtes Kantenschaben oder Vibrationsschleifen erfolgen. Haben Sie Fragen zu den Parametern dieses Modells?Klicken Sie hier, um unseren leitenden technischen Ingenieur zu konsultieren.Tel.: +86 -18855551088E-Mail: Info@Accurl.comWhatsApp/Mobil: +86 -18855551088